
На странице представлен токарный станок компании Энкор Корвет-403, эксплуатировавшийся в домашней мастерской примерно с 2006 года. За время эксплуатации выявлены и устранены многие заводские дефекты. На этой странице Вы найдете подробное описание достоинств и недостатков данной машины.
В дополнение к токарному станку Корвет-403 за время эксплуатации изготовлено уникальное дополнительное оборудование, а именно:
- "Делительная головка", устанавливаемая непосредственно на валу шпинделя токарного станка и позволяющая задавать точное угловое положение обрабатываемой заготовки:
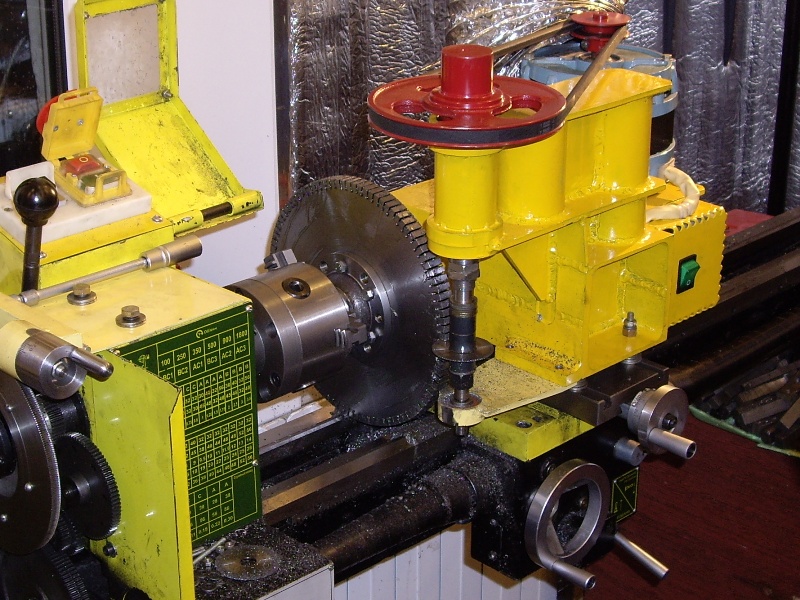
- Фрезерная надстройка для фрезерования пазов, шпоночных канавок, зубьев шестерен и др. с помощью дисковых фрез:


Пример использования этой фрезерной надстройки подробно описан на странице www.menshikov-y.narod.ru/PODELKI/PM/PM.htm.
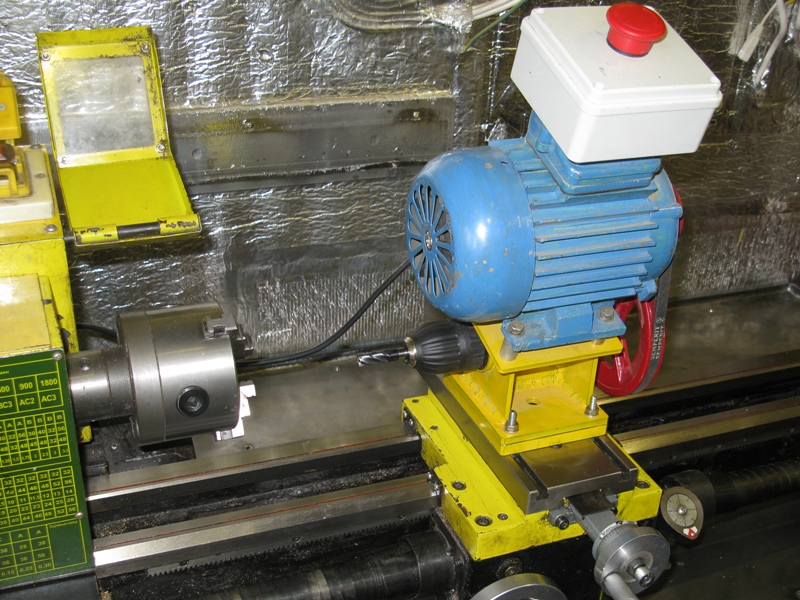
- 3. Фрезерно-сверлильная надстройка для фрезерования пазов и сверления отверстий в торцевой поверхности обрабатываемых на токарном станке заготовок с помощью торцевых фрез и сверл:

Ниже приводится более подробная информация о токарном станке Энкор Корвет-403 и дополнительной оснастке к нему.
Имея некоторый опыт в покупке и использовании станков (новых) копании Энкор, причем в разное время и разных моделей, можно сделать общий вывод по продукции этой фирмы: качество деталей станков более-менее приличное, но качество сборки никуда не годится. Работать на новых станках Энкор можно только после их полной переборки, протяжки всех винтов и болтов и, главное, после нанесения смазки в тех местах, где она должна быть, и удаления ее оттуда, где ее быть не должно. В противном случае, работа оборудования Энкор будет совсем не долгой. Так, к примеру, смазка в подшипниках шпинделя фрезерного станка Корвет-414 при его покупке полностью отсутствовала, в то время как сверху станок был измазан солидолом так сильно, словно его целиком окунули в ванну с мазутом.
Станок токарный Корвет-403 имеет однофазный асинхронный двигатель. За все время эксплуатации проблем с ним не возникло ни разу. Работает четко и безотказно. Управление двигателем осуществляется с помощью рукоятки выбора направления вращения, кнопок "Пуск" и "Стоп", по совместительству являющихся и кнопкой аварийного останова, и концевого выключателя на защитном козырьке шпинделя:



Рукоятка выбора направления имеет три положения: "L" - обратное вращение шпинделя, "0" - все отключено, и "R" - прямое вращение шпинделя. Кнопка "Пуск" работает в двух режимах, в зависимости от того, закрыт защитный козырек шпинделя токарного станка или нет.
Если козырек станка закрыт, кнопка "Пуск" работает с "залипанием", и шпиндель станка будет вращаться до тех пор, пока не будет нажата кнопка "Стоп", или открыт защитный козырек шпинделя.
Если защитный козырек шпинделя уже открыт, двигатель станка будет работать только пока кнопка "Пуск" удерживается в нажатом состоянии. При отпускании кнопки шпиндель останавливается. Этот режим особенно удобен при нарезании резьбы метчиком, закрепленным на задней бабке, где важно не переборщить с количеством пройденных за раз витков резьбы.
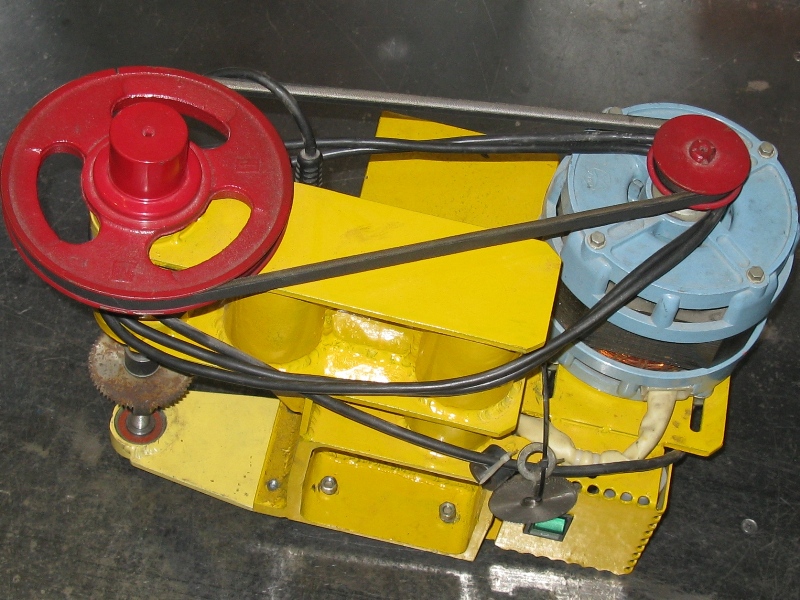
Крутящий момент от двигателя передается на вал шпинделя токарного станка с помощью двухступенчатой ременной передачи:
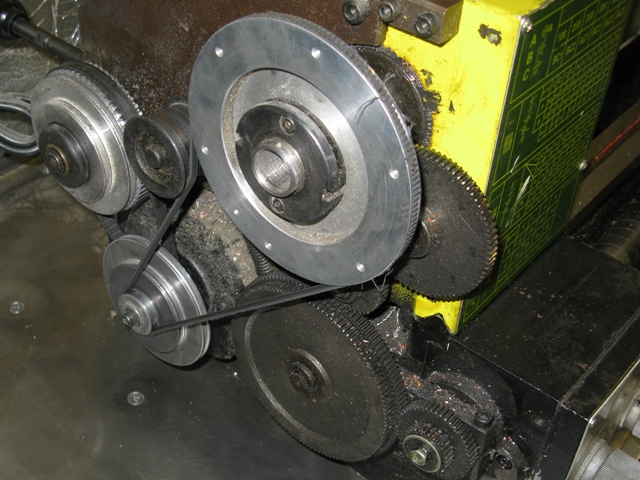

Зубчатый ремень, находящийся в постоянном зацеплении с зубчатыми шкивами, передает крутящий момент от вала двигателя на промежуточный вал с наборными клиновыми шкивами.
Второй ремень - клиновый, передает вращение непосредственно на вал шпинделя токарного станка. Этот ремень может быть надет на наборный клиновый шкив на валу двигателя (3 положения), либо на наборный клиновый шкив промежуточного вала (еще 3 положения). Тем самым, общее число скоростей шпинделя - шесть.
Клиновый ремень узкий, гораздо меньшего сечения, чем, скажем, клиновый ремень генератора в какой-либо старой машине, и выглядит почти игрушечным. Тем не менее, за все время эксплуатации он ни разу не вызвал нареканий, и, как оказалось, способен без проблем передавать крутящий момент, развиваемый двигателем, вплоть до максимального. Однако, со временем он все же достаточно износился:


Совсем по-другому обстоит дело с промежуточным зубчатым ремнем. Несмотря на солидный вид, он изначально оказался очень паршивым, легко тянется, и не способен передавать существенный крутящий момент (даже при небольшой нагрузке зубцы ремня начинают перескакивать по шкивам). При попытке его натянуть сильнее, он начинает сильно греться, и даже в этом случае все равно не обеспечивает необходимой тяги.
Т. о. реальное число скоростей шпинделя токарного станка Корвет-403 - три (когда вращение передается только через клиновый ремень) и еще три - только для заполнения инструкции и рекламных проспектов компании Энкор.
Тем не менее, для выполнения работ, не требующих большого крутящего момента, но требующих низких оборотов, можно пользоваться и этим зубчатым ремнем. Правда, такие работы в моей практике встречались редко и было это не точение деталей, а намотка катушек трансформаторов.
В большинстве применений в моей практике оказалось достаточным двух скоростей шпинделя станка - низкой и средней передачи только через клиновый ремень.
Натяжение клинового ремня осуществляется натяжным роликом, управляемым специальным рычагом, с помощью которого можно быстро ослабить клиновый ремень и перебросить его на другой ручей наборного шкива или вообще на другой шкив.
Вал шпинделя токарного станка Корвет-403 имеет сквозное отверстие диаметром 20мм (если верить инструкции), но на практике, вставить в него заготовку диаметром 20 мм оказалось невозможным. В силу острой необходимости сделать это, отверстие в валу шпинделя было рассверлено (точнее разбуравлено буром от перфоратора) до, примерно, 21 мм.
Вращается вал шпинделя в конических роликоподшипниках, с возможностью регулировки люфта в этих подшипниках. Смазка в этих подшипниках заменялась один раз с целью профилактики от попадания в нее стружки при сверлении отверстий крепления самодельной "делительной головки" (см. ниже).
Токарный патрон станка Корвет-403 имеет внешний диаметр 100мм, и помимо прямых кулачков (подходящих для крепления заготовок диаметром до 50мм) укомплектован обратными кулачками для закрепления заготовок диаметром вплоть до 100 мм:
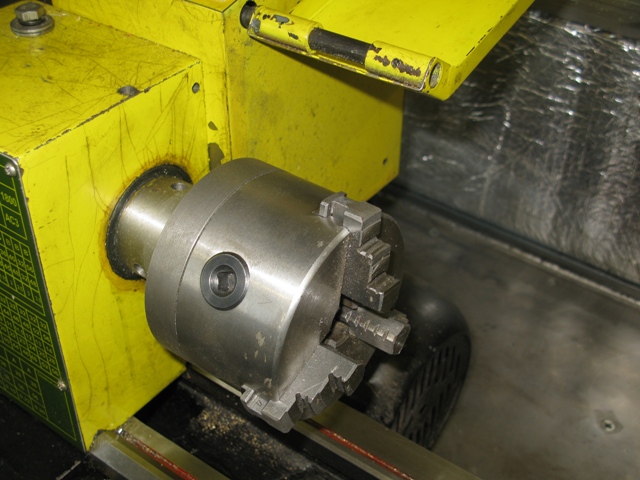
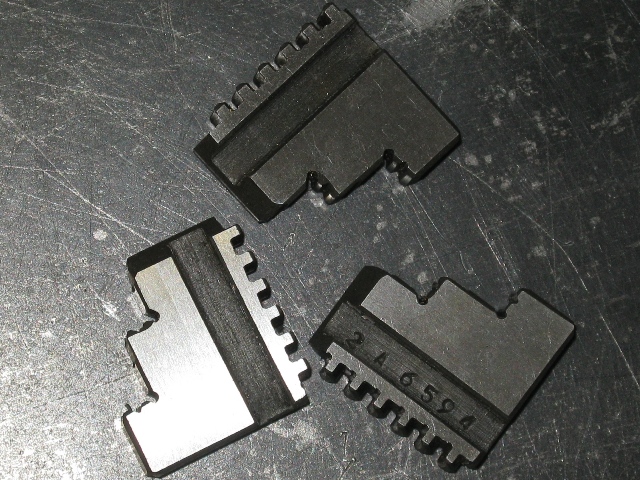
Нареканий на работу токарного патрона за время эксплуатации токарного станка Корвет-403 не возникало.
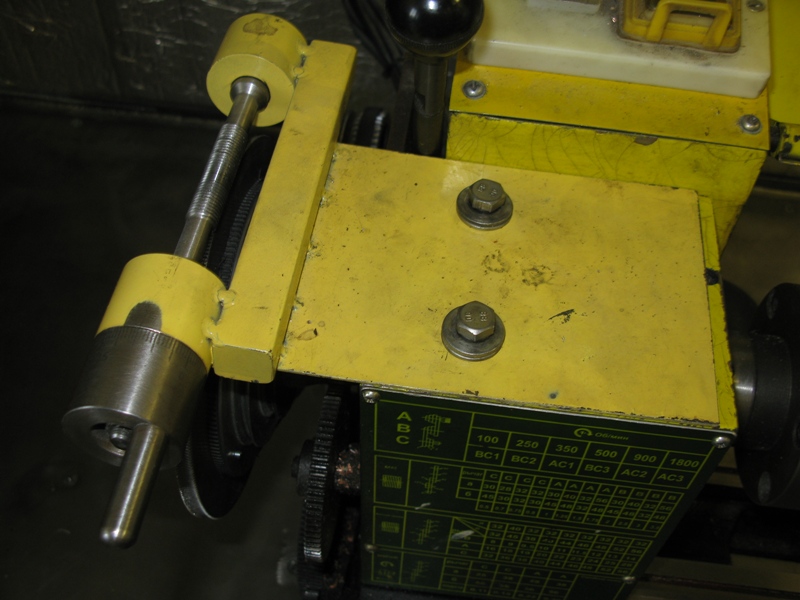
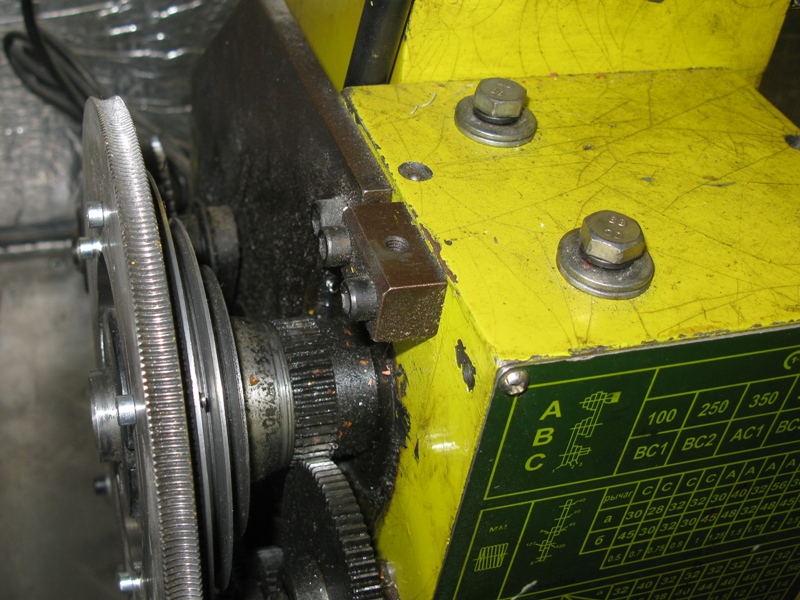
Кроме наборного клинового шкива на валу шпинделя токарного станка Энкор Корвет-403 установлена шестерня передачи вращения на коробку подач. Вращение на коробку подач передается через комплект сменных шестерен, путем замены которых возможна перенастройка станка на другие скорости подач резца или на другой шаг нарезаемой резьбы:
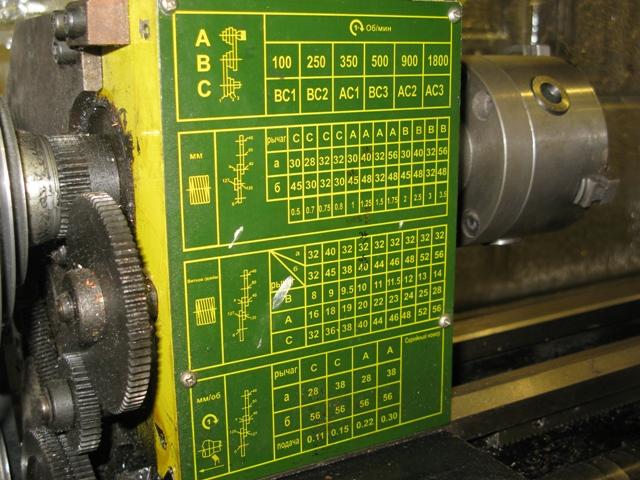
Коробка подач токарного станка Корвет-403 имеет две рукоятки. Первая позволяет выбрать направление подачи или направление нарезаемой резьбы - левая или правая. Вторая рукоятка позволяет выбрать одну из трех возможных скоростей подач (шага нарезаемой резьбы) при конкретных установленных сменных шестернях:

Коробка подач - единственный механизм в составе токарного станка Корвет-403, работающий в масляной ванне. Смазка остальных деталей - либо консистентная, либо местная - с помощью масленки.
Главная деталь токарного станка Корвет-403 - станина - имеет хорошее качество обработки. Направляющие шлифованы, и если верить бирке на торце станка - еще и закалены. В процессе эксплуатации они регулярно очищались от стружки и смазывались машинным маслом, что позволило сохранить их в отличном состоянии.
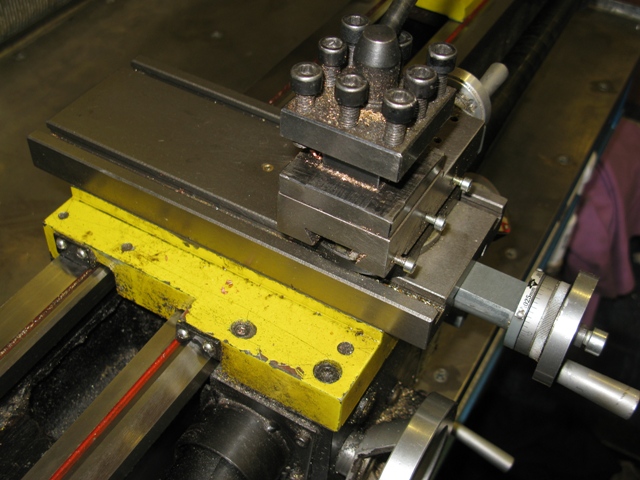
Суппорт токарного станка Энкор Корвет-403 имеет возможность автоматической подачи только в продольном направлении. Поперечная подача -только ручная. Передача механического вращения на суппорт как для автоматической подачи, так и для нарезания резьбы осуществляется всегда через ходовой винт, защищенный стальным пружинным кожухом. Ходовой винт имеет возможность компенсации люфта в продольном направлении, для чего на конце ходового винта предусмотрена гайка и стопорный винт с внутренним шестигранником. При первой же попытке регулировки люфта грани шестигранника в стопорном винте "слизались", и он был заменен болтом подходящего диаметра:

Суппорт имеет четырехпозиционный резцедержатель, установленный на поворотных салазках, необходимых для точения конусов:
Интересной особенностью токарного станка Корвет-403 является возможность жесткой фиксации суппорта от продольных перемещений, путем затяжки одного из крепежных болтов. В этот болт при эксплуатации всегда был вставлен шестигранный ключ, зачастую используемый для реализации данной функции:
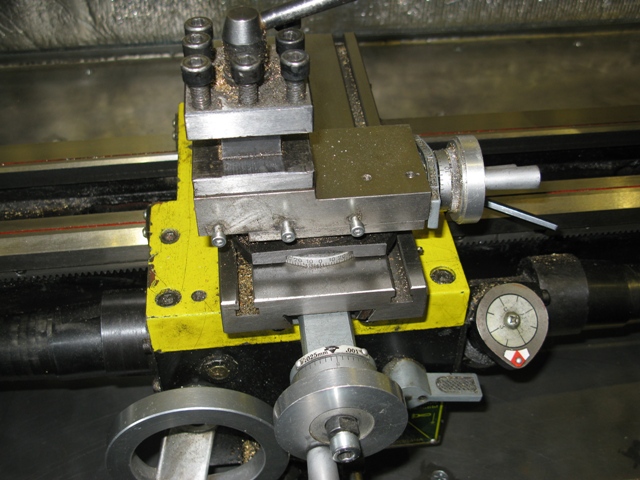
Жесткая фиксация суппорта токарного станка от продольных перемещений очень полезна при обработке торцевых поверхностей крупных заготовок. Это позволяет получать максимально возможное качество обработки торцевой поверхности и сделать эту поверхность максимально плоской.
Для псевдоавтоматической поперечной подачи при точении торцевых поверхностей заготовок большого диаметра нередко использовался шуруповерт, подстыковываемый к ходовому винту поперечной подачи с помощью шестигранника. Для этой цели хлипкий стопорный винт гайки маховичка поперечной подачи был заменен на прочный болт подходящего размера.
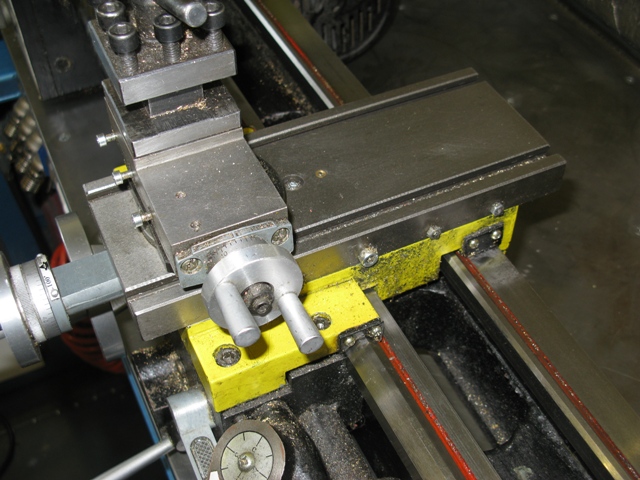
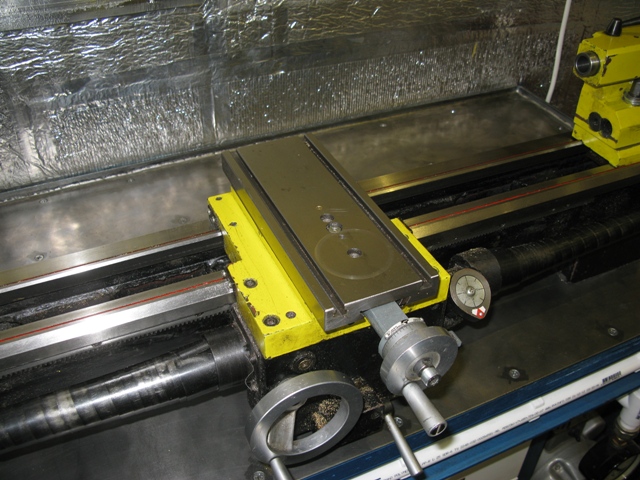
Конструкция суппорта позволяет снять верхние салазки, при этом появляется ровная горизонтальная поверхность с пазами для крепежа, пригодная для установки дополнительной оснастки:

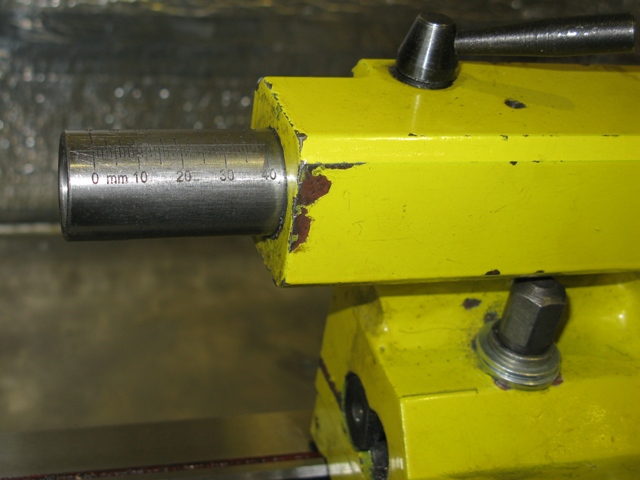
Задняя бабка токарного станка Корвет-403 имеет пиноль с внутренним конусом Морзе №2. Рукоятка быстрой фиксации задней бабки на станине токарного станка отвалилась практически сразу. Действительно надежная фиксация задней бабки обеспечивается только прижимной гайкой:
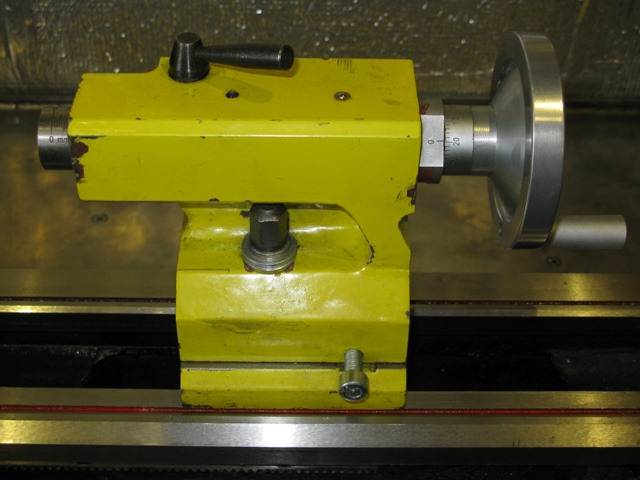
Болты поперечного смещения задней бабки также были заменены на более прочные, т. к. заводские оказались очень хлипкими - внутренний шестигранник в них очень быстро "слизался".
В целом, жесткость токарного станка Корвет-403 оставляет желать лучшего, много лучшего! Отрезать стальную заготовку диаметром более 10 - 15мм отрезным резцом практически невозможно - начинаются сильные вибрации, отрезной резец заклинивает в заготовке, происходит поломка резца или остановка шпинделя. В своей практике для отрезания заготовок, установленных на станке (диаметром до 50мм), я использовал обычную ручную ножовку по металлу. Заготовки бОльшего диаметра отрезались заранее, перед установкой на токарный станок и перед началом обработки.
В комплекте к токарному станку Энкор Корвет-403 прилагается металлический инструментальный ящик, содержащий скудный набор инструмента и запчасти к станку, включая сменные шестерни и обратные кулачки токарного патрона:


Для возможности изготовления деталей, имеющих пазы, зубья и т.п., например шестерен, изготовлена специальная оснастка, позволяющая выполнять эти виды обработки прямо на токарном станке Корвет-403, не снимая детали со станка после выполнения токарной обработки. Это обеспечивает максимальную симметричность и сбалансированность полученных изделий.
Дополнительная оснастка для токарного станка Энкор Корвет-403 состоит из "делительной головки" и 2-ух фрезерных надстроек разных видов. Использование любой из фрезерных надстроек возможно только в паре с делительной головкой.
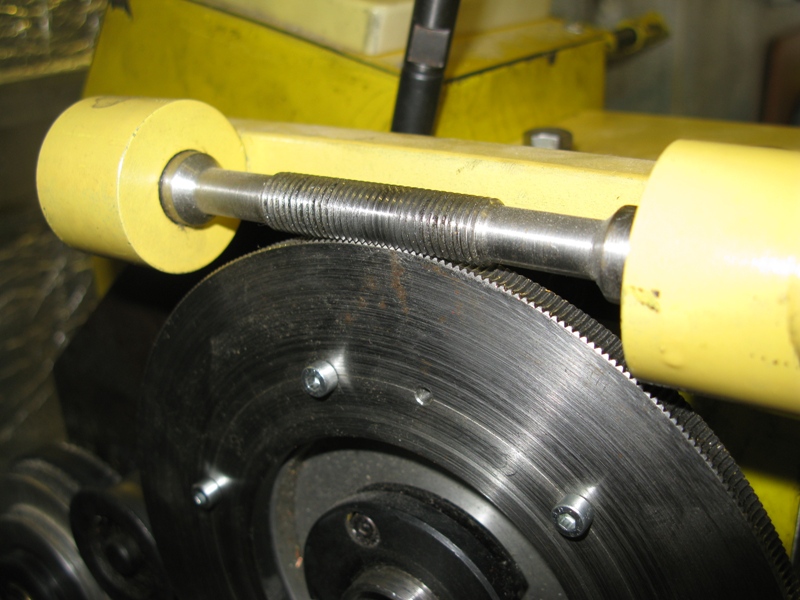
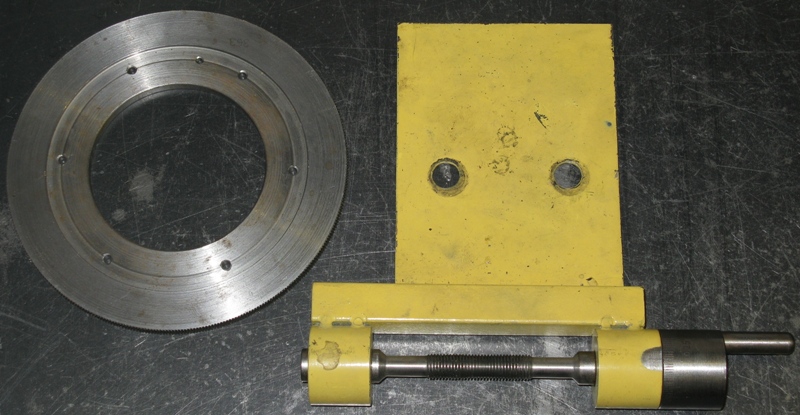
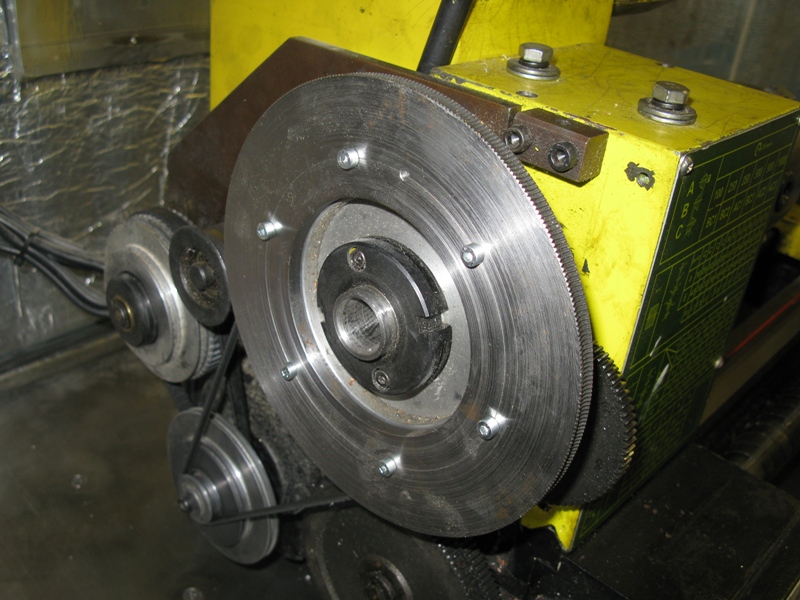
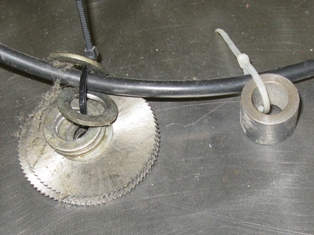
"Делительная головка" состоит из червячного колеса, закрепляемого прямо на валу шпинделя токарного станка, точнее на клиновый шкив привода шпинделя, и червяка с механизмом крепления его к передней бабке токарного станка Корвет-403:
Для закрепления червячного колеса на шкиве токарного станка в самом шкиве выполнены резьбовые отверстия, 6 штук под винты М4. Шкив шпинделя изначально имеет небольшое биение. Червячная шестерня изготовлена таким образом, чтобы иметь такое же биение, как шкив шпинделя. При наложении двух биений одно на другое, они взаимно компенсируют друг-друга и червячное колесо вращается абсолютно ровно. Так происходит лишь в строго определенном положении червячного колеса относительно шкива шпинделя, поэтому один из 6-ти крепежных винтов М4 выполнен со смещением - по другому "не соберешь". Кроме того, в червячном колесе и в самом шкиве шпинделя станка засверлено отверстие - указатель положения:
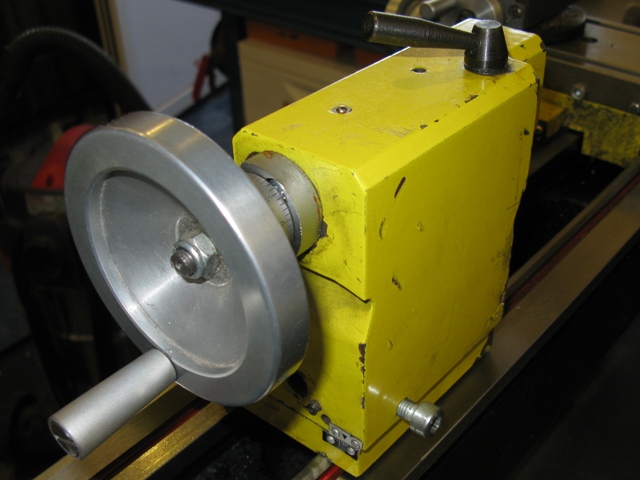
Червяк "делительной головки" смонтирован на специальной несущей раме, закрепляемой на передней бабке токарного станка Корвет-403:
Несущая червяк рама имеет "хвост", выполненый из листовой стали 2мм, который обладает достаточной пружинистостью, чтобы при затянутых болтах крепления с некоторым заданным усилием прижимать червяк к червячному колесу. Это компенсирует любые люфты в червячном зацеплении и делительная головка становится безлюфтовой:
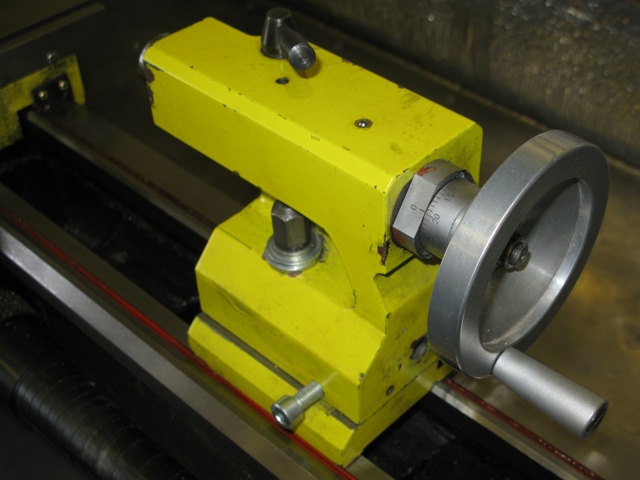
Для точного вращения червяка имеется маховичок с нанесенной на него шкалой:

Для быстрого вращения червяка можно использовать шуруповерт, стыкуемый с червяком с помощью торцевой головки под ключ 14 мм.
Изготовленная делительная головка позволяет задавать точные угловые положения обрабатываемой заготовки. Разумеется, включение двигателя шпинделя токарного станка с установленной делительной головкой недопустимо, т. к. с помощью делительной головки вал шпинделя фиксируется в заданном положении, и не может быть провернут двигателем шпинделя.
После фиксации в точном угловом положении, обрабатываемая деталь может быть отфрезерована с помощью фрезерных надстроек.
Фрезерная надстройка (№1) используется для обработки деталей на токарном станке Корвет-403 с помощью дисковых фрез. Надстройка крепится на суппорт токарного станка вместо верхних салазок и резцедержателя:
Дисковая фреза закрепляется на валу фрезерной надстройки на нужной высоте с помощью наборных втулок и шайб. Вал надстройки вращается в конических роликоподшипниках с возможностью компенсации люфта. Нижний конец вала для придания жесткости фиксируется третьим поддерживающим радиальным шарикоподшипником, установленным на съемном кронштейне:

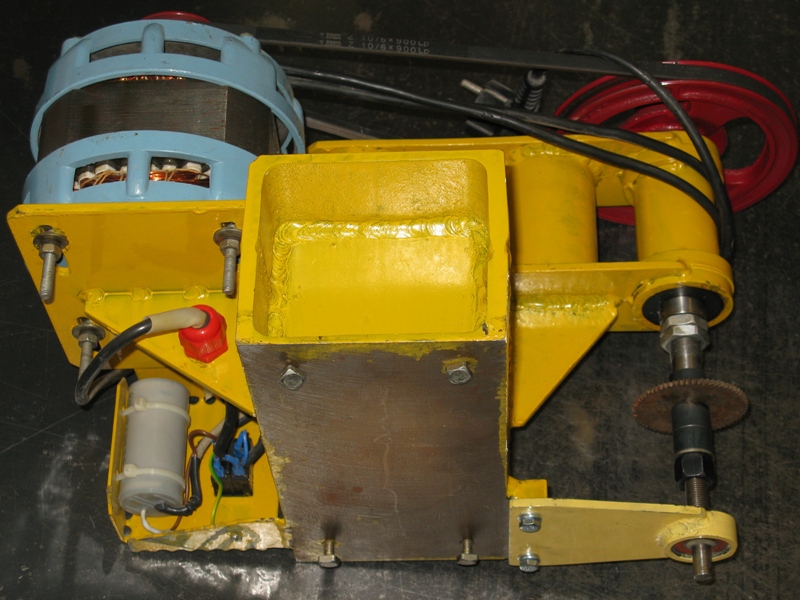
Вращение фрезы осуществляется двигателем от советской стиральной машинки через клиноременную передачу:

Мощность двигателя 180Вт, включается двигатель сетевым выключателем, расположенным спереди фрезерной надстройки:


Фрезерная надстройка имеет массивную сварную стальную станину, собственный сетевой шнур, укомплектована наборными шайбами, втулками и несколькими дисковыми фрезами подходящего диаметра:

Пример использования фрезерной надстройки для токарного станка Корвет-403:
Посмотреть вышеописанную фрезерную надстройку "в движении" можно на видеоролике ниже:
Фрезерно-сверлильная надстройка (№2) используется для фрезерования пазов и сверления отверстий в торцевой поверхности обрабатываемых на токарном станке Корвет-403 заготовок с помощью торцевых фрез и сверл:
Фрезерно-сверлильная надстройка крепится на суппорт токарного станка Корвет-403 вместо верхних салазок с резцедержателем и имеет рабочий вал, закрепленный в конических роликоподшипниках с возможностью компенсации люфта. На валу установлен быстрозажимной патрон для фрез и сверл с диаметром хвостовика до 13мм:
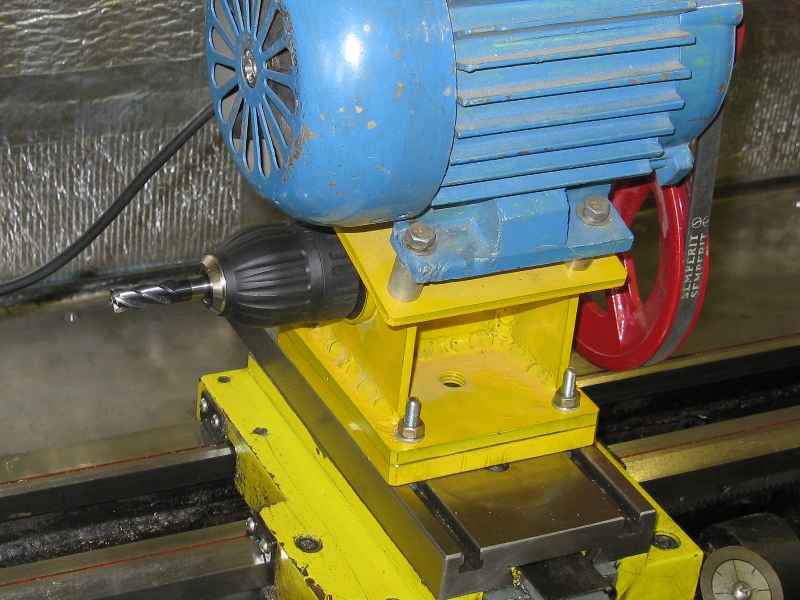
Минимально-возможный вылет вала под быстрозажимной патрон и жесткая конструкция станины надстройки обеспечивают максимальную жесткость всей системы и способствуют снижению вибраций при обработке деталей.
Рабочий вал фрезерно-сверлильной надстройки приводится во вращение собственным электродвигателем через клиноременную передачу. Двигатель подключается к сети 220В с помощью обычного сетевого шнура. Мощность двигателя - 180Вт:

Включение и отключение электродвигателя фрезерно-сверлильной надстройки осуществляется единственной кнопкой, заодно выполняющей функции аварийного выключателя.
Ось быстрозажимного патрона фрезерно-сверлильной надстройки находится строго в одной горизонтальной плоскости с осью шпинделя токарного станка Корвет-403.
Станина фрезерно-сверлильной надстройки сварная, выполнена из листовой стали подходящей толщины:



Фрезерно-сверлильная надстройка позволяет фрезеровать пазы в торцевой поверхности обрабатываемых деталей и сверлить отверстия в различных фланцах, дисках и т. д. Примеры обработки:

Посмотреть фрезерно-сверлильную настройку "в движении" можно на представленном ниже видеоролике: